Экструзия алюминиевых профилей
О технологии производства алюминиевого профиля.
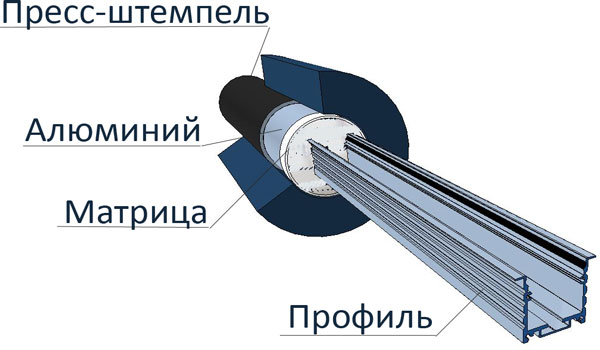
Технология изготовления алюминиевого профиля заключается в продавливании нагретой до температуры в 500°С заготовки в виде цилиндра через формообразующее отверстие в матричном инструменте. Вся суть технологического процесса состоит в том, что алюминиевый слиток длиной до 6500 мм разогревают в печи нагрева слитков до температуры прессования = 510°С. Далее этот слиток специальным захватом подается на ось контейнера пресса в зазор между пресс-штемпелем и торцом контейнера. При холостом ходе прессующей поперечины вперед пресс-штемпель заталкивает заготовку и пресс-шайбу в контейнер, после чего подающий механизм возвращается в исходное положение.
2
3
При последующем движении пресс-штемпеля после прижатия контейнера к матрице происходит процесс прессования заготовок. Прессование идет до тех пор, пока длина пресс-остатка не достигнет заданной величины, после чего прессующую поперечину останавливают. Для удаления пресс-остатка из контейнера последний отводят от матрицы, тогда освобождается пространство для прохода ползуна ножниц. Движением ножниц пресс-остаток с пресс-шайбой отделяют от изделия и специальным механизмом транспортируют в разделительное устройство вне пресса. Одновременно с операциями отделения пресс-остатка возвращается пресс-штемпель в крайнее заднее положение, и следующая заготовка загружается в контейнер пресса, т.е. начинается следующий цикл прессования. Матрица, предварительно нагретая в печи разогрева матриц, – это сложное изделие из высокопрочной стали, назначение которого задать конфигурацию алюминиевого профиля. Проходя через матрицу металл в виде слитка, выходит из нее уже в виде профиля.
навигация
поделиться